A tungsten electrode is used in TIG welding as a non-consumable electrode. Correctly sharpening your tungsten is a key element of TIG welding.
A correctly sharpened Tungsten Will:
- Produce better penetration
- Produce correct arc stability
- Help eliminate porosity
- Help with arc control
This guide will show you what a well sharpened tungsten electrode will look like and the best ways and different tools to achieve this.
Contents
Grinding Direction
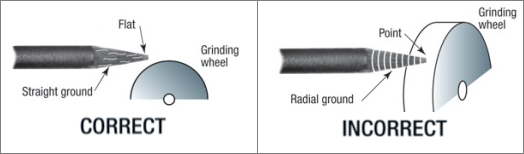
The tungsten should be positioned on the grinding wheel so that the grind marks on the tungsten tip appear in line with the length of the electrode shaft.
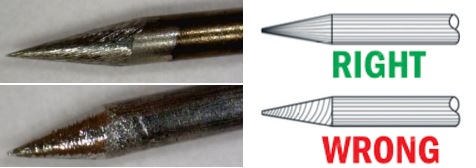
Tungsten electrodes are manufactured with the grain running across the length of the electrode and grinding against the grain will cause a wide and unstable arc and be detrimental to the weld.
When the grind marks are parallel to the electrode length, there will be better penetration and a more focused arc.
When grinding on a bench grinder, the electrode should be positioned lengthwise to the grinding wheel and turned around its axis to ensure an even grind all the way around.
A diamond grinding wheel is the recommended grinding material for tungsten electrodes. Tungsten is very hard so it requires a hard grinding wheel. The diamond wheel should be designated only for the tungsten to help prevent contamination.
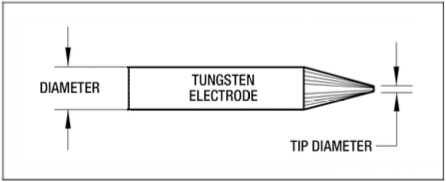
Length of electrode taper
Try to grind the electrode taper to approximately 2.5x the diameter of the electrode. Welders often go from between 2x and 2.5x, which is a good rule of thumb for better arc control.

Angle of the tip
The grind angle of the electrode will affect the depth of the penetration, the width of the weld and the arc stability. There are pros and cons of different shapes, but typically the following is true:
Smaller angle:
- Easy arc striking
- Wide weld bead
- Less penetration
- More spitting
- Better for low amperages
- Not last as long
Wider angle:
- Harder arc striking
- More narrow weld bead
- Better penetration
- Less spitting
- Better for high amperages
- Last longer
The image below shows how the weld differs depending on the angle of the tungsten tip.

Sharper electrodes around 15-45 degrees are common for most common welding applications. A sharper electrode of around 15 degrees is used for lower currents and 45 degrees is more suitable for higher currents with a larger tungsten diameter. Please see the video below for more information on angle sizes.

Flattening the electrode tip
Unless you’re on a very low amperage, we recommend slightly flattening the tip of the electrode one you have sharpened it. A sharp tip does help arc starts and is okay on low amperage, however you risk melting the tip and releasing part of the electrode into the weld pool,
Usually, I’ll just quickly kiss the end of the tungsten on the diamond wheel. Try for approximately ten percent of the electrode diameter. If the tip is too flat, this will result in harder arc starts and more arc instability. The flat should be at exactly 90 degrees to the side of the wheel.
Different ways to sharpen electrodes
Now you know what the perfect sharpened tungsten electrode looks like, see our favorite 5 methods of getting a sharp point. This includes economic methods, what’s most practical in the workshop and what you can do out in the field.
Handheld tungsten grinder
A handheld tungsten grinder is our favorite method of sharpening tungsten and the best tool for getting consistent, accurate points to give better welds. It’s also portable and good out in the field.
Tungsten grinders have a little double-sided diamond wheel inside the head, usually with slots which are capable of holding the tungsten in place at the desired angle. This helps to give consistent welds every time. The enclosed wheel also helps to eliminate sparks and on some models you can capture the dust in a little capsule so it doesn’t spread around your work area.
Handheld tungsten grinders can vary in size. On the cheaper end, you’re looking at around $150 with 150 grinds on one side of the diamond wheel. After that side wears down, you can turn it over and use the other side for another 150 grinds. The more industrial grinders will cost up to $1000 and give around 1000 grinds on each side, but it depends on how thick the tungsten is that you’re grinding.
Overall, it’s the best grinding tool because it helps eliminate variables and give the same consistent 100% perfect point every time.

Bench Grinder
Most people will end up using a cheap bench grinder* in their workshop with a 120 grit wheel. This is pretty cheap as you can pick up a 6” bench grinder for under $100 and lots of people will have a bench grinder anyway. Really you need a diamond wheel because aluminum oxide from a grit wheel can contaminate the tungsten tip, but lots of people use the grit wheel as a cost effective alternative.
You also need to make sure the wheel is only used for tungsten grinding or the tungsten may get contaminated with other metal. Finally, as shown above, you need to ensure the grind marks are going parallel to the electrode shaft. To do this, you must grind lengthwise to the grinding wheel and twist the electrode to get a point.

Chem sharp tungsten electrode sharpener
A little pot of this Chem Sharp electrode sharpener* doesn’t get as good results but is a great choice when you’re out in the field and you don’t have a grinding wheel handy.
A pot only costs about $15 and basically what happens is you heat up your tungsten and then simply dip it into the powdered chemical mixture. This will set off a chemical reaction with lots of spattering and then you pull the tungsten out and you’ll see a point on the end of your electrode.
It can be quite messy and also smelly, so try not to breathe it in.. You’ll need to clean up some of the residue but out on the field it’s a decent thing to have with you.

Angle grinder
We don’t recommend using a 4 and a half inch angle grinder to grind tungsten because it is a safety hazard, but you do see people doing it and it can do the job if there’s no other way.
Basically, you need to chuck the tungsten in a cordless drill and place the tip of the tungsten on the flat of the diamond wheel. It grinds it pretty fast, you need to make sure that you’re positioning the tip so the grind lines are lengthwise on the tungsten not sideways against the grain.
It’s not the safest because there isn’t a guard positioned to adequately protect from dust and sparks. Sometimes you see people drilling holes in the guard and poking the electrode through, but then you’ve damaged a good grinder and you still won’t get as good results as a purpose-built tungsten grinder.

Belt Sander
Finally, the last way to grind a tungsten electrode is on a belt sander. This isn’t our recommended method of grinding tungsten and it’s hard to get consistent results. But it can be done this way by simply chucking the tungsten in a cordless drill and placing it on the belt in the direction that the belt turns. Then slowly rotate it to give grinding marks parallel to the tungsten.
To be honest, this isn’t that bad for lots of hobbyists and many decent tungsten tips have been produced from a clean 120 grit belt. Be careful to use a clean belt in order not to contaminate your tungsten.

Safety tips
Whichever grinder you use, practice safety. Follow all the safety instructions in the manuals. It’s safer to chuck the tungsten in a drill rather than hold it in case it breaks or you lose grip on it.
A few good practices are to wear safety glasses, keep your fingers away from the grinder, not wear loose clothing or jewelry that might get caught in machinery and use an exhaust to remove any dust in the work area. The crucial thing is to read all your safety manuals and follow their advice carefully.