Stick welding (SMAW or Shielded Metal Arc Welding) is one of the most popular welding processes along with MIG and TIG. It’s a simple procedure that is popular with outdoor welders due to it not being affected by wind – unlike MIG and TIG welding which uses gas cylinders. Our full guide will teach you the advantages and disadvantages of stick welding, how to set up for stick welding, stick welding processes and troubleshooting tips.
Contents
What is Stick Welding (SMAW)?
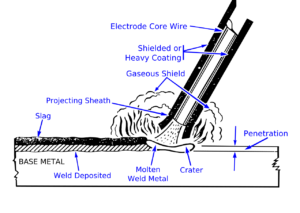
Stick welding is performed by striking an electric arc between a metal electrode and the work piece. An electric current passes through the electrode and melts it into the work piece and forms a weld pool. The electrode is covered in a layer of flux which melts and protects the weld pool from being contaminated by the atmosphere (in the same way a shielding gas protects it in MIG and TIG).
The flux forms a layer of slag to be formed on top of the weld bead which will need to be chipped off and brushed down once the weld is complete.
Advantages of Stick Welding
- Stick welding is portable. A small stick welder can perform on thick metal, isn’t very heavy, and you don’t require a wire feeder or any additional equipment like a gas cylinder.
- Stick welding is the best choice for outdoor conditions. Welding with gas won’t produce good results in windy conditions.
- It is easier to master than TIG welding, but does require some skill.
- You can weld on metal with mill scale or rust.
Disadvantages of Stick Welding
- It requires more skill than MIG as you need to keep the electrode a certain distance from the metal as it burns down.
- It produces a lot more spatter and slag.
- Increased cleanup time results in decreased efficiency.
- The weld will not be as intricate or high quality as TIG.
Getting Started – What You Need
Safety Equipment
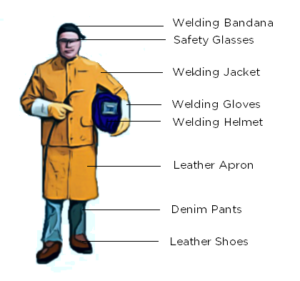
When welding the most important consideration is always your safety. You must read and follow all the safety information and instructions provided with the manual for any equipment you use when stick welding.
When welding you will need body protection to protect from the heat and ultraviolet rays and sparks produced by the arc. Fire retardant long sleeved clothing will protect your body, and safety glasses and a welding helmet will protect your head and eyes.
Welding should only be performed when there is adequate ventilation due to the fumes emitted . If you’re outside in a breeze you’ll be fine, but if you’re indoors you need ventilation. An exhaust is the best way to remove fumes from the area.
Stick welder
You won’t be able to do any stick welding without a stick welder. You can either use a multipurpose welder that will let you perform more than one type of welding, for example, MIG, TIG & Stick. Or you can use a stick only welder, which is a lot cheaper.
There are a lot of welders on the market. You can see our full guide on choosing a stick welder for more help on this.
Ground Clamp
Your ground clamp will usually come with the welder. if should be plugged into the stick welder and clamped to the work piece.
Slag Removing Tools
Stick welding produces slag over your weld. For this reason you’ll need to clean up the weld after you’ve done it. You’re best using a slag chip and hammer to chip the slag away, and following this up by scrubbing with a wire brush.
Choosing your Electrode
There are hundreds of different types of stick electrode out there, and you’ll need to choose the right one that matches your welding project. The most popular are 6010, 6011, 6012, 6013, 7014, 7024 and 7018 (click here for a comparison of 6010 vs 6011 vs 6013 vs 7018 vs 7024). When you’re working on mild steel, any E60 or E70 electrode will do the job. 7018 are probably the most popular electrode of all these and produce really strong welds but 6013 are a good choice for beginners.
To understand which electrode to choose you need to understand what each of the 4 numbers mean.
- The first two digits show the minimum tensile strength. For example, a 60,000 psi tensile strength electrode will start with 60. This will need to match the base metal strength properties.
- The third digit indicates which positions the electrode can be used when welding. Number one represents the ability to be used in any position, whilst number 2 can only be used in flat position.
- The fourth digit tells you the current that you can use for the electrode, and the coating on the electrode. We have a reference chart for that below.
| Digit | Type of Coating | Weld Current |
| 0 | Cellulose Sodium | dcep |
| 1 | Cellulose Potassium | ac, dcep, dcen |
| 2 | Titania sodium | ac, dcen |
| 3 | Titania potassium | ac, dcep, dcen |
| 4 | Iron Powder Titania | ac, dcep, dcen |
| 5 | Low hydrogen sodium | dcep |
| 6 | Low hydrogen potassium | ac, dcep |
| 7 | Iron powder iron oxide | ac, dcep |
| 8 | Iron powder low hydrogen | ac, dcep, dcen |
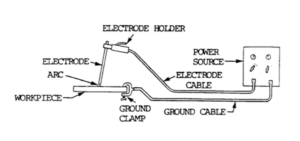
Stick Welding Setup
Stick welding is a fairly straightforward set up that will look something like the image below. Remember that your polarity settings will depend on the electrode you’re using so be sure to double check whether it’s AC/DC-/DC+. To get started try some 6013 electrodes on DCEN on some 3/16 inch steel plate.
How to Lay your First Stick Weld
So you’ve set everything up, now you’re ready to lay a weld. Make sure your settings are all correct and get a couple of pieces of scrap metal and place them down as a butt joint. Stick welding requires a bit of skill, so it’s always best to practice on some scrap metal first before you jump in there and start trying to weld on an actual project.
Striking the Arc
Once the full electrode is in the electrode holder, turn on the welder. To strike the arc, place the tip of the electrode onto the metal, and quickly drag it across as if you’re striking a match. It the arc is formed, lift up the electrode very slightly and then you can pull it also the metal. Of the electrode sticks to the metal, break it off by giving it a slight twist. If the arc cuts out, then you have lifted up the electrode too high from the surface and should have it lower. Once the arc is lit it should make a sound like frying bacon, if sounds loud and aggressive then you need to turn the amperage down.
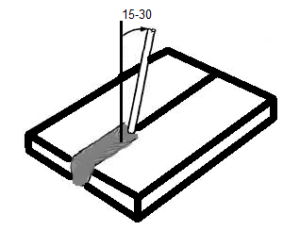
Moving the Electrode
One you’ve lit the arc you should move the electrode across the joint to perform the weld. Before you move the electrode you need to have it at the correct angle which is between 15 and 30% to the vertical.
Once you have it at the correct angle you need to slowly pull the electrode back towards you. You can’t push the electrode because the slag will get trapped in the weld pool and cause porosity. You’ll need to keep a steady hand so try resting your other elbow on the table and holding your hand that’s holding the electrode to steady it. Test it out a few times and troubleshoot by using the troubleshooting section at the end of this post.
Other Welding Positions
If you fillet weld an upside down T weld, you should adjust the angle to about 35% up from horizontonal. This is because the weld will start to fall slightly due to the force of gravity if the angle is not adjusted to help push the bead back up against the force of gravity.
The more slag that is created the larger angle you’ll need. If your angle is too small, the slag will fall into your weld pool and cause weld defects.
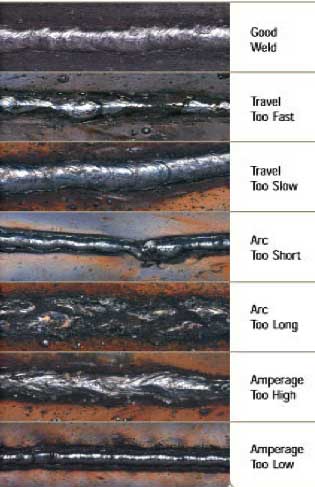
Common Mistakes & Troubleshooting
When you start out stick welding it’s likely you’ll make some mistakes, even if you’re experienced in MIG or TIG. The most common mistakes I see are having too long an arc, having the wrong drag angle, welding at the wrong speed and the wrong temperature.
Lots of Spatter
There’s lots of causes for getting too much spatter when you’re welding, one of the most common is having the arc too long. You should hold the electrode only very slightly above the work piece, else the arc won’t be able to focus and will jump around erratically instead of being smooth.
If there’s spatter and the arc lets out a loud screeching sound then you’ve probably got the amperage on too high and should turn it down.
Porosity
One of the main causes of porosity in a stick weld is having the electrode at too steep an angle. If you don’t keep the slag a the back of the weld pool by pulling the electrode back at an angle then the slag will mix into the puddle and cause porosity.
Undercut
Undercut is having a little crater at the toe of the weld between the weld and the metal plate, which makes the weld weaker. If you have undercut and the weld looks burnt out, try turning the amperage down because it’s too hot.
Thin Weld Bead
The ideal stick weld bead will be roughly 2.5 times the diameter of the electrode. If the weld is really narrow then it won’t have sufficient penetration. Try slowing down by about half the speed that you were initially pulling the electrode and you should see better results.
Lumpy Weld Bead
If you’re pulling the electrode too slowly, the filler metal will pile up will and be lumpy. Another cause is having the amperage too low which will limit penetration and cause the filler metal to just sit on top of the joint.
Trouble Starting Arc
If you have trouble starting the arc then it will be because it’s too cold which is causing a weak arc. Try turning it up by 15 amps or so and see if it’s any easier.
Final Thoughts
We hope you liked our guide to stick welding, we’d really appreciate it if you could rate and share it.
[rating_form id=”1″]