In electron beam welding, the heat to melt the metals is generated not by a flame or arc but by a concentrated beam composed primarily of highly accelerated electrons.
As the high velocity electrons strike the surfaces to be joined, their kinetic energy changes to thermal energy thereby causing the workpiece metal to melt and fuse.
Electron beam welding typically takes place in a vacuum to avoid the interference of gas with the electron beam. This is different to laser beam welding, which takes place outside a vacuum.
Contents
Electron Beam Welding equipment
An electron beam welding equipment includes the following subsystems:
1. An electron beam gun with a high voltage power supply and controls (from 5 to 150 kV),
2. A vacuum pumping system.
3. Mechanical tooling fixtures, drives and motor controls, and
4. A beam alignment system, including optics, scanner, tape control and tracker.
Electron Beam Gun
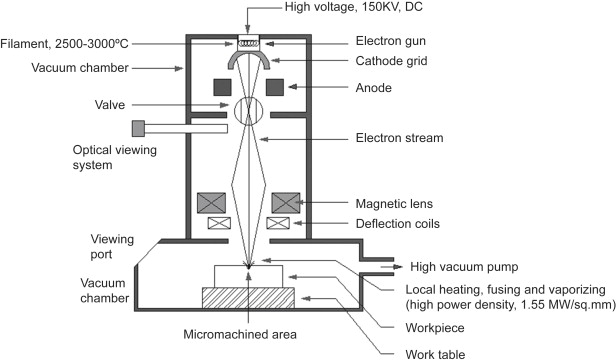
When the tungsten filament is electrically heated in the vacuum to approximately 2500°C, it emits electrons. The electrons emitted from the heated filament carry a negative charge, are repelled by the cathode (control) electrode and are made to pass through the central hole of the anode. The cathode electrode (-) and the anode (+) electrode concentrate and propel the electrons.
The electrons are not free flowing but are instead greatly accelerated by the tremendous difference of potential voltage between the cathode and anode. The electron beam is then focused by means of an electromagnetic focusing coil (lens). The focusing coil concentrates or spreads the electron beam to the user’s needs.
The concentrated electron beam is focused on to the workpiece in a spot from 0.75 to 3 mm in diameter. When it strikes the workpiece, the kinetic energy of the electrons is changed into heat that is great enough to melt the workpiece material. The greater the kinetic energy, the greater is the amount of heat released.
Electron beams have a power density of about 10-6 watts per square inch, which is sufficient to vaporize any metal. The purpose of the electron beam gun is to accelerate and focus the electrons given off by the filament in to a narrow, high velocity beam which can be used for welding.
Vacuum Pumping System
The vacuum chamber is usually rectangular in shape, has heavy glass windows to permit viewing the work while the welding is in progress. Vacuum pumping system evacuates the interior of the electron gun and work chamber. When the interior is evacuated:
- Electrons are emitted at a lower filament temperature.
- It eliminates air or metal vapour molecules from within the gun.
- Electron beam does not lose energy within the gun by being scattered or absorbed by molecules of air or metal vapour.
Process Variables
Variables that control electron beam welding are:
- Accelerating voltage
- Beam current
- Welding speed
- Focusing current
- Distance from gun to work.
Penetration increases when accelerating voltage or beam current is increased or when welding speed is decreased. Product of accelerating voltage and beam current determine the amount of metal melted. Focusing current controls the focal length of the beam. Other factors being constant, gun to work distance determines the beam spot size at the work.
How Electron Beam Welding works
A typical sequence for electron beam welding in high vacuum is as follows:
Step 1 – Workpiece cleaning: Before welding, workpiece cleaning may be carried out as in other (arc) welding processes using mechanical or chemical methods or their combination. Final cleaning is done within a few minutes before welding and after this cleaning, the joint faces are not touched by tools or hands.
Step 2 – Workpiece demagnetization: Residual magnetism in the workpieces or fixtures can cause deflection of electron beam; therefore, both the workpieces and fixtures made of magnetic materials should be demagnetised, before welding, by placing them in a fifty cycle inductive field and slowly removing them.
Step 3 – Joint Preparation: A joint for electron beam welding ordinarily has closely fitted, abutting, square groove faces to enable the narrow electron beam to fuse parent metal on both sides of the joint in making a weld.
A joint gap of about 0.050 or 0.075 mm maximum is commonly used for making narrow welds. Groove and melt through electron beam welds are made on all butt, corner T, lap and, edge joints. Joints can be straight line, irregular, outline, circumferential or circular. Most welds are continuous, but intermittent, spot and plug welds can be made.
Step 4 – Setting up workpieces: The workpiece is placed in the welding chamber. The electron beam gun and job-to-gun distance are adjusted.
Step 5 – Pump down: The chamber is pumped down to the required vacuum. For high vacuum electron beam welding, a pressure of 10-4 torr or less is produced by a mechanical piston pump operating in conjunction with an oil-diffusion pump. For electron beam welding in medium vacuum, the pressure in the work chamber is 2 x 10-1 to 10-3 torr.
The gun chamber in which beam is generated, collimated and focused, is held at 10-4 to 10-5 torr. A small diffusion pump is needed to provide vacuum in the gun chamber; a mechanical pump is used for evacuating the welding chamber.
Step 6 – Preheating of workpieces: Hardenable and difficult-to-weld materials need to be preheated, especially for thick sections and where the weld is restrained. High-strength alloy steels and tool steels thicker than 9 mm ordinarily must be preheated before electron beam welding to prevent cracking.
Step 7: Welding Process
Welding is initiated by switching the sequence start switch to the on position. The weld is made automatically. The welding, however, can be carried out manually also.
In one method, the welding is started (at full beam power) on a starting tab tightly fitted against one end of the joint (on the workpiece) and it is concluded on a nm off tab at the other end of the joint. The tabs are removed after welding.
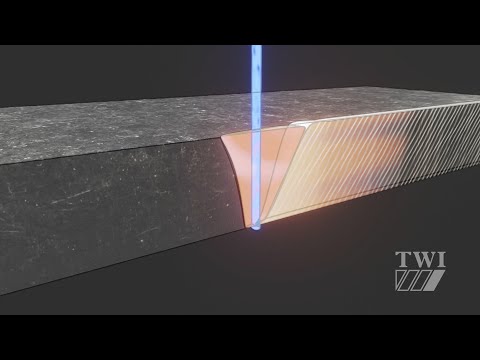
During welding, as the electron beam advances along the joint, a weld is formed by a combination of three effects that occur at the same time:
- Metal on the leading side of the hole vaporizes and the vaporized metal then condenses to form molten metal on the trailing side of the hole.
- The molten metal on the leading side of the hole flows to the trailing side of the hole, and
- The molten metal thus formed continuously fills the hole and solidifies as the electron beam advances.
Applications of Electron Beam Welding
Electron beam welding developed after World War II, when it was required to obtain ultrahigh purity welds in reactive and refractory metals used in the atomic energy and rocketry field. However, general use of electron beams in the welding industry is quite new.
Electron beam welding is now used to weld titanium, tungsten, molybdenum, stainless steel, aluminum and many of the more refractory metals. Below are some of the common laser welding applications.
- Welding reactive and refractory metals used in the atomic energy and rocketry fields.
- Welding other common similar and dissimilar metal combinations [e.g. Invar (64Fe – 36Ni) and (12Mn -18 Cu -10Ni); stainless steel and Inconel, titanium, and copper, etc.].
- Welding automobile, airplane, aerospace, farm and other types of equipment, where especially low distortion is desired.
- Since arc length may be varied from very short to very long without changing the quality of welds, welds can be made even at those points that are virtually inaccessible for other welding processes.
- Recently developed machines can make two parallel beads simultaneously with one gun and find applications in the mass production of type writer carriages.
- Electron beam welding can do the same jobs as TIG and plasma welding; in some respects it is better.
- Materials ranging from thin foils to 50 mm in thickness can be joined by electron beam welding.
- Electron beam welding is used to assemble conventional production parts such as cams, gear clusters and driven shafts.
Advantages of Electron Beam Welding
- Welds produced are of high quality (free from porosity and atmospheric contamination) and can be made at high speeds.
- The fusion zone and the heat affected zone are extremely narrow.
- As the energy input is in a narrow concentrated beam, distortion is almost eliminated.
- The hard vacuum makes it possible to weld such highly reactive vacuum melted materials as titanium, zirconium, etc., with the same control of purity as in the original material.
- Edge preparation for welding usually consists of closely aligning the edges. Butt joints can be made in plates up to 6 mm without edge preparation.
- Welded joints surfaces are clean and bright having no oxide, scale or flux slags and thus need no cleaning up, after the weld is completed.
- Electron beam welds have a highly desirable depth to width ratio. Much deeper penetration can be obtained in a single pass.
- Small thin parts can be welded to heavy sections.
- Edge and butt welds can be made in metals as thin as 0.025 mm.
- On stainless steel that is as thick as 100 mm, a weld can be made in one pass with full penetration, with the pass performed at a speed of approximately 17 cm/minute.
- The input power is small when compared to the power requirements of other electrical welding devices.
Disadvantages of Electron Beam Welding
- Initial cost of equipment is high and portable equipment is rare.
- Work is to be manipulated through vacuum seals.
- Time and equipment is required to create vacuum every time a new job is to be welded.
- Precautions are needed to prevent damage from X-rays.
- Electron beam travels on a line of sight, therefore, obstructed joints cannot be welded.
- Well trained staff are required which can be hard to find
- Workpiece size is limited by the work chamber dimensions. Moreover, the workpiece being in an evacuated chamber becomes inaccessible and thus need to be manipulated by some special device.