
Seam welding is a resistance welding process whereby two metals are joined by the application of the heat obtained from resistance to electric current, and pressure applied by electrodes. The resulting weld is a series of overlapping resistance-spot welds made progressively along a joint by rotating the circular electrodes.

Contents
How Seam Welding Works
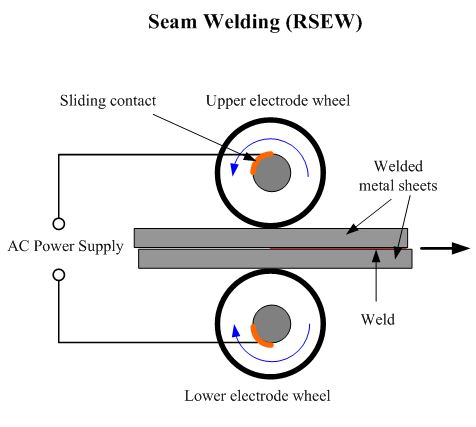
The seam welding is similar to spot welding, except that circular rolling electrodes are used to produce a continuous air-tight seam of overlapping welds. Overlapping (spot) welds are produced by the rotating electrodes and a regularly interrupted current.
Step 1. The workpieces to be seam-welded are cleaned, overlapped suitably and placed between the two circular electrodes, which clamp the workpieces together by the electrode force.
Step 2. A current impulse is applied through the rollers to the material in contact with them. The heat generated thus makes the metal plastic and the pressure from the electrodes completes the weld.
Step 3. As the first current impulse is applied, the power driven circular electrodes are set in rotation and the workpieces steadily move forward. Throughout the welding period, the electrodes revolve and the work passes through them at a specific speed.
The current is applied to welding electrodes for a definite length of time. If the current is put off and on quickly, a continuous fusion zone made up of overlapping nuggets is obtained and the process is known as Stitch welding.
If individual spot welds (or nuggets) are obtained by constant and regularly timed interruptions of the welding current, the process is known as Roll (spot) welding. Roll welding simply joins two workpieces whereas stitch welding produces gas tight and liquid tight joints.
There are two seam welding methods. One involves continuous motion and the other intermittent motion during welding operation.
Continuous motion Seam Welding
In continuous motion seam welding, the electrodes rotate at a constant speed and the current flows continuously. The workpiece passes through the electrodes and a uniform weld is formed across the workpiece. Continuous motion is typically used for welding workpieces less than 4.5 mm thick.
Intermittent Motion Seam Welding
In intermittent motion welding, the electrodes travel the distance necessary for each successive weld and then stop. The current is then switched on and the weld made, the whole process being controlled automatically. Intermittent motion is typically used for welding workpieces above 4.5 mm thick.
The rotating welding electrodes are cooled to prevent over-heating with consequent wheel dressing and replacement problems reduced to a minimum. Moreover, employing water-cooling jets immediately before and after the electrodes reduces warping of the materials being joined.
Advantages of Seam Welding
- It can produce gas tight or liquid-tight joints.
- Overlap can be less than for spot or projection welds.
- A single seam weld or several parallel seams may be produced simultaneously.
- It is a fast welding process that can to automated.
- No filler metal is needed.
Disadvantages of Seam Welding
- Welding can be done only along a straight or uniformly curved line.
- It is difficult to weld thicknesses greater than 3 mm.
- A change in the design of electrode wheels is required to avoid obstructions along the path of the wheels during welding.
Applications of Seam Welding
- Girth welds can be made in round, square or rectangular parts.
- Most metals of common industrial use can be seam welded except for copper and high copper alloys
- Besides lap welds, seam-welding can be used for making butt seam welds too.
Metals That Can be Seam Welded
The following metals are satisfactorily welded by seam welding:
- Low-carbon, high carbon and low-alloy steels.
- Stainless and many coated steels.
- Aluminium and its alloys.
- Nickel and its alloys.
- Magnesium alloys.
Seam Welding Equipment
Seam welding machines are similar in construction to spot welding machines except that the electrodes are mechanically driven rotating discs. Generally, seam welding is done in press-type resistance welding machine with a means of driving the electrode wheels or of moving the workpiece between the electrodes and with a direct acting air or hydraulic cylinder for supplying the required electrode force.
Seam welding machines generally operate on single-phase AC., though some are designed to operate on three-phase supply. The equipment needed for seam welding consists of:
Power Supply
A power supply that is capable of supplying low voltage, high amperage current and is similar to one used in spot welding machines.
Electrode Force and Support
The lower electrode is mounted on a supporting arm. The upper electrode is mounted to and insulated from the operating head that is actuated by a direct-acting air or hydraulic cylinder. The operating head applies the electrode force.
Electrode or Workpiece Drive
Work can be moved by one a of the following:
- By rotating the electrode with knurl or friction drive. Such a drive gives a constant linear speed regardless of the changes in diameter of the electrode. Knurl drive is not suitable when highest weld quality and appearance are required.
- By rotating the electrodes using a direct drive. Direct drive is applicable with small diameter electrodes that cannot be driven by the use of knurled or friction wheels because of interference with workpiece clearance or where the application (e.g., weld appearance) cannot tolerate an electrode wheel that has been roughened by a knurled wheel drive.
Because of problems in synchronising the speed of two welding electrodes, only one of them is driven. Welding speed can be kept constant in spite of electrode wear by using a variable-speed gear drive mechanism.
Controls
Controls for regulating, timing and sequencing the application of the welding current and force and the rate of movement of the work between the welding electrodes. There are three general types of seam welding machines:
- Circular, in which the faces of the electrode wheels are at right angles to the throat of the machine. This machine is used for circular work, such as welding the heads on containers and for flat work requiring long seams.
- Longitudinal, in which the faces of the electrode wheels are parallel to the throat of the machine and throat depth is typically 30 cm to 90 cm. This machine is used for welding short seams in containers, etc.
- Universal, in which the electrode wheels may be-set in either the circular or longitudinal position by the use of a swivel type upper head in which the upper wheel and its bearing can be swivelled 90 degrees. The lower mounting may consist of two interchangeable lower arms or both may be attached permanently to the machine by means of hinges or a swinging column, so that either may be swung into place.